
Water in Compressed Air Lines: Causes and How to Fix It
Water contamination in compressed air systems is an inevitable by-product of air compression and a primary cause of equipment failure, corrosion, and unplanned downtime. If unmanaged, moisture condenses within pipework and pneumatic tools, reducing reliability, compromising product quality, and increasing regulatory risk.
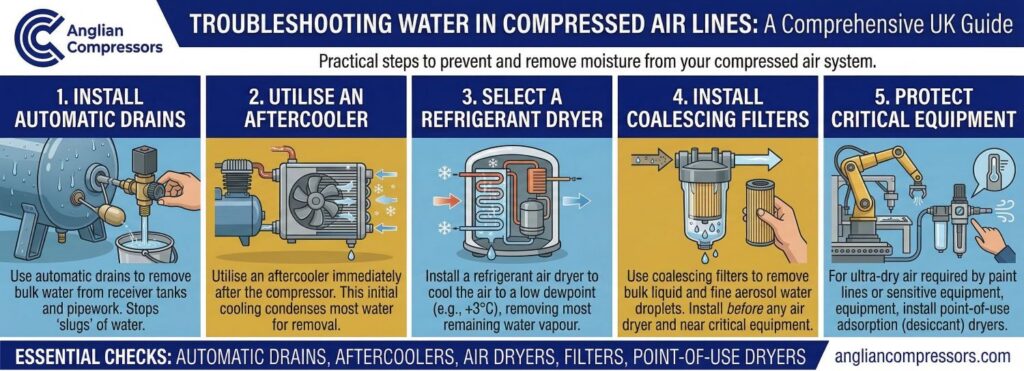
This article explains why water forms in compressed air systems and provides a structured, symptom-led method to identify and eliminate moisture at source. It is written to support industrial operators and maintenance teams, including clients of Anglian Compressors, in diagnosing failures and applying effective, system-level corrective measures.
Thermodynamics of Condensate Formation
Liquid water is a physical byproduct of the air compression process. Atmospheric air contains water vapour, which becomes concentrated during compression as the air volume reduces. This process increases the vapour density until the air reaches saturation. As compressed air travels downstream and loses heat, the temperature falls below the Pressure Dew Point (PDP), causing vapour to condense into liquid. Without active cooling and drying, this liquid condensate migrates into the distribution network.
UK Environmental Factors and Moisture Load
The maritime climate of the United Kingdom increases the moisture load on industrial air systems. Ambient humidity in East Anglia and the Midlands frequently reaches 70% to 90%.
Quantified Output Example:
- Equipment: 55 kW rotary screw compressor.
- Conditions: 20°C at 75% relative humidity.
- Condensate Volume: Over 280 litres of liquid water generated per 24-hour cycle.
Diagnostic Framework for Moisture Contamination
The Pressure Dew Point (PDP) is the primary metric for measuring moisture risk. PDP is the temperature at which water vapour condenses into liquid within a pressurised system. If the PDP is higher than the coldest ambient temperature in the facility, condensation will occur inside the air lines.
Symptom-Based Troubleshooting Table
| Symptom | Primary Cause | Corrective Action |
| Liquid slugs at point of use | Drain valve failure | Inspect and clear aftercooler and receiver drains |
| Moisture bypass during peak load | Undersized dryer capacity | Audit CFM flow against dryer rating |
| Water present despite active dryer | High inlet temperatures | Clean aftercooler heat exchangers |
| Pipework freezing in winter | Inadequate PDP for environment | Upgrade to desiccant drying (-40°C PDP) |
Operational Fault-Finding Steps
1. Verify Primary Drainage
- Manually trigger the test button on all electronic water drains.
- Ensure the aftercooler and wet receiver tank are discharging liquid, not just air.
- Inspect drain mufflers and discharge piping for oil-sludge blockages.
2. Evaluate Dryer Inlet Conditions
- Measure the temperature of the air entering the dryer.
- Confirm the temperature is below 38°C.
- Inspect the compressor’s aftercooler for dust accumulation or fan failure.
3. Check Bypass Configurations
- Confirm the dryer bypass valve is fully closed.
- Ensure untreated air is not mixing with dry air in the main header.

Industrial Hardware Solutions
Effective moisture management requires a sequential removal strategy: drainage, drying, and real-time monitoring.
- Electronic Water Drains (EWD): These zero-loss units use capacitive sensors to discharge condensate without losing pressurised air.
- Refrigerated Dryers: These cool air to +3°C to remove bulk moisture for general indoor applications.
- Desiccant Dryers: These use adsorption to achieve PDPs of -40°C (Class 2) or -70°C (Class 1) for sensitive or outdoor processes.
- System Controllers: Elektronikon® controllers monitor PDP and discharge temperatures to provide preventative alerts via SMARTLINK before moisture reaches production lines.
Infrastructure and Distribution Design
Infrastructure configuration serves as the final barrier against residual moisture. Separation of treatment and distribution logic is required for system reliability.
Piping Design and Geometry
- Top Take-offs: Install air drops using “swan neck” vertical loops to prevent gravity-fed water from entering the drop leg.
- Drip Legs: Extend vertical pipes past the take-off point to create collection pockets fitted with automatic drains.
- Gradients: Horizontal main lines must maintain a 1:100 slope toward low-point drains to facilitate condensate migration.
Material Selection
AIRnet aluminium piping is the industrial standard for moisture-prone environments. Unlike galvanised steel, aluminium is corrosion-resistant. It prevents the formation of rust scales that block pneumatic valves and contaminate end-products.
Regulatory Compliance and Safety Risks
Moisture in compressed air introduces specific legal liabilities under UK safety and environmental frameworks.
PSSR 2000: Pressure Systems Safety Regulations
PSSR 2000 mandates a Written Scheme of Examination (WSE) for systems exceeding 250 bar-litres. Moisture accelerates internal corrosion in steel air receivers, compromising the structural integrity of the pressure vessel. Regular air compressor service and internal inspections are required to identify pitting and wall thinning.
COSHH and Environmental Protection Act
Condensate is a hazardous emulsion of water and compressor lubricant. It is a criminal offence to discharge untreated condensate into the sewage system. Condensate management systems, such as oil-water separators, are required to reduce oil content to below 20 ppm to meet legal consent-to-discharge limits.
Diagnostic Services and Audits
Anglian Compressors provides technical assessments to identify the root causes of system moisture. Services include Pressure Dew Point monitoring and air quality audits to ensure compliance with ISO 8573-1 standards.
Anglian Compressors performs professional air quality audits and Pressure Dew Point assessments to confirm system performance and identify moisture risks. Contact us now.