
Understanding Air Compressor Pressure Gauges
An air compressor pressure gauge is the most honest component in your system. Understanding air compressor pressure gauges starts with one fact: this single component reports the physical reality of stored energy without interpretation. So, misreading this single data point is one of the most common and costly mistakes we see across the UK industry.
As an Atlas Copco Premier Distributor since 1977 (and now a Branch of Atlas Copco Compressors) and a certified Competent Person under PSSR, Anglian Compressors has spent nearly five decades diagnosing system health through the language of pressure. This guide covers gauge mechanics, fault diagnostics, digital monitoring, and UK compliance requirements.
What Is an Air Compressor Pressure Gauge?
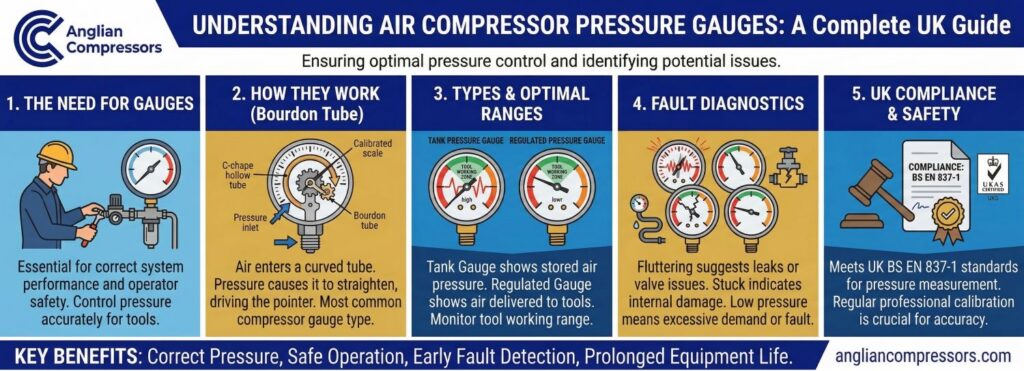
An air compressor carries two distinct gauges, and confusing their readings is a frequent source of performance problems. The tank (receiver) pressure gauge shows stored energy in the vessel. The regulated (output) pressure gauge shows the pressure delivered to the tool after passing through the regulator.
Understanding Your Air Compressor’s Two Pressure Gauges
The pressure switch reads the tank gauge to control the compressor’s cut-in and cut-out cycle. When tank pressure drops to the cut-in point, the motor starts. When it reaches the cut-out point, the motor stops or unloads.
The regulator steps the tank pressure down to the tool’s operating requirement. Most pneumatic tools are designed for around 90 psi (6.2 bar). Setting the regulator under static conditions means tools receive less pressure under load than intended, causing underperformance, accelerated seal wear, and, in production environments, measurable output loss.
All mechanical regulators show droop: a drop in outlet pressure as airflow increases. Set pressure with the tool running to account for this.
Key Pressure Units Explained: Bar vs PSI
Three units appear on UK industrial gauges, and the bar dominates European engineering. The psi remains standard in the UK and US light industrial sectors.
kPa appears on dual-scale gauges and in scientific documentation.
| Unit | Bar | PSI | kPa |
| 1 Bar | 1.000 | 14.504 | 100.000 |
| 1 PSI | 0.069 | 1.000 | 6.895 |
| 1 kPa | 0.010 | 0.145 | 1.000 |
If tools underperform despite the regulator being correctly set, a significant pressure drop in your distribution pipework is a likely cause. Our AIRnet modular aluminium piping is engineered to eliminate this.
The Engineering Behind the Dial: Analogue vs Digital Gauges
The Mechanics of Analogue Gauges (Bourdon Tube)
The Bourdon tube is a curved, hollow metal tube – typically brass or stainless steel. Pressurised air entering the tube straightens it, driving a geared linkage that moves the needle across the dial. Over time, repeated pressure cycles cause material fatigue, and the needle fails to return to zero when depressurised.
A gauge that doesn’t return to zero must be replaced immediately.
On reciprocating and larger rotary screw compressors, mechanical vibration causes pointer flutter, making the gauge unreadable and accelerating wear on the internal linkage. Liquid-filled gauges – filled with glycerin or silicone oil – dampen this movement and lubricate the mechanism, extending service life considerably.
Accuracy Classes and BS EN 837-1 Standards
BS EN 837-1 is the UK standard governing pressure gauge accuracy, expressed as a percentage of the full-scale range. A Class 1.6 gauge with a 0–10 bar range carries a permissible error of ±0.16 bar. Classes range from Class 0.6 (precision laboratory use) to Class 2.5 (non-critical monitoring).
The middle third rule applies to all gauge selection: normal operating pressure should fall within the middle third of the scale. A 0–30 bar gauge used at 7 bar could be off by nearly 0.5 bar and still be within specification – three times less accurate than a correctly sized 0–10 bar gauge.
A gauge failed by vibration or over-pressurisation is a standard check during our routine service and maintenance visits, preventing inaccurate readings from masking deeper system faults.

Reading the Needle: Diagnosing Faults from Pressure Behaviour
Needle behaviour is a diagnostic language. The number the needle points to matters, but the way it moves tells you far more about system health.
Interpreting Needle Fluctuations
Three distinct needle behaviours each show different faults:
- Flutter – mechanical vibration, pressure pulsation, or a failing discharge valve
- Erratic jumping – trapped air, an intermittent blockage, or a faulty compressor valve
- Stuck needle – internal gauge damage from corrosion or a blocked gauge socket
A rapid pressure drop on the tank gauge doesn’t automatically mean a large air leak. It can show a failure to load, where the compressor runs but the inlet valve doesn’t open – often caused by a failed unloader solenoid (Y1). Teams frequently waste hours searching for a non-existent leak while a simple component failure goes undiagnosed.
The Isolation Test: Pinpointing System Faults
The isolation test separates supply-side faults from demand-side problems. Close the manual isolation valve directly after the air receiver, then follow these steps:
1. Note the current tank pressure
2. Close the isolation valve after the receiver
3. Run the compressor and record whether it reaches normal cut-out pressure
4. Re-open the valve and record the system pressure response
If the compressor builds pressure correctly in isolation, the fault is demand-side – leaks or excessive consumption. If it doesn’t, the fault is supply-side. This diagnostic applies to all major brands, including Atlas Copco, Kaeser, Ingersoll Rand, and CompAir systems.
Our 24/7 emergency breakdown engineers use exactly this process to identify the root cause of pressure loss rapidly and get production back online.
The Digital Evolution: Atlas Copco’s Elektronikon® & SMARTLINK
Digital controllers don’t replace the pressure gauge – they extend what it can tell you. The Atlas Copco Elektronikon® controller, found on the GA, VSD, and high-pressure GR series, transforms pressure data into actionable system intelligence.
From Dials to Data: The Elektronikon® Controller
The Elektronikon® monitors differential pressure (ΔP) across components such as the oil separator. As the separator element clogs, the Elektronikon® calculates the rising pressure difference and triggers a high ΔP alert when it exceeds 0.8 to 1.0 bar – warning engineers before the safety valve is forced to operate. A standard tank gauge can’t show this.
The Elektronikon® also supports dual pressure bands via its Day/Week Organiser. Programming a lower pressure band for nights or weekends reduces energy consumption by up to 7% for every 1 bar the pressure is lowered. A business running a 90 kW compressor 24/7 could waste over £7,000 per year in electricity for every 1 bar of unnecessary pressure.
Predictive Maintenance with SMARTLINK Monitoring
SMARTLINK connects the Elektronikon® controller to the cloud via a cellular or LAN network, transmitting live delivery pressure, temperature, and ΔP data to any device. With our SMARTLINK-enabled predictive maintenance plans, we schedule filter replacements based on rising differential pressure data – before a fault triggers a shutdown, not after.
Why Gauge Accuracy Determines UK Compliance & Safety
Pressure gauge accuracy is not only an engineering concern – it’s a legal one.
The Pressure Systems Safety Regulations 2000 (PSSR)
The Pressure Systems Safety Regulations 2000 (PSSR) (hse.gov.uk) are mandatory for any system where pressure in bar multiplied by receiver volume in litres exceeds 250 bar-litres. A 200-litre receiver at 10 bar produces 2,000 bar-litres – well above the threshold. Virtually every industrial compressor in the UK falls within scope and needs a Written Scheme of Examination (WSE) to operate legally.
The Role of the ‘Competent Person’
A Competent Person, as defined by the HSE, must draw up, certify, and carry out examinations under the WSE – including verifying the functionality of both the pressure gauge and the safety relief valve. An inaccurate or drifting gauge can invalidate the entire examination. If an incident occurs and the gauge was known to be faulty, the WSE may be deemed invalid, potentially voiding insurance cover and exposing directors to HSE prosecution.
Anglian Compressors, a Branch of Atlas Copco Compressors, acts as a certified Competent Person. Our PSSR compliance services provide a WSE that is both thorough and legally defensible.
PUWER and Broader Equipment Safety
The Provision and Use of Work Equipment Regulations (PUWER) need all work equipment – including gauges and controls – to be suitable, maintained, and inspected. Accurate pressure control is also required to meet air quality standards under ISO 8573-1 for critical process applications.
Before you leave tonight, note the exact pressure on your receiver tank gauge. Check it first thing tomorrow morning. Any significant drop is a direct measure of money being lost to leaks. Schedule a detailed compressed air audit with Anglian Compressors, a Branch of Atlas Copco Compressors, serving businesses across the East Midlands and East of England.
Frequently Asked Questions
What should my compressor pressure be?
Tank pressure is governed by cut-in and cut-out setpoints – typically 8–10 bar on an industrial rotary screw compressor. Regulated output should be set to your tool’s requirement, around 90 psi (6.2 bar), while the tool is running to account for pressure drop across the distribution system.
What are the signs of a broken pressure gauge?
A needle stuck at one position, a needle that doesn’t return to zero when fully depressurised, a cracked or fogged lens, or a reading clearly wrong for the system’s known state. Any of these means the gauge must be replaced before the next operational use.
Can a faulty gauge cause performance issues?
Yes. An inaccurate gauge causes incorrect output pressure settings, leading to tools that underperform or suffer accelerated seal wear. It can also mask compressor faults by showing a plausible reading while the underlying problem worsens, delaying diagnosis and increasing the risk of unplanned downtime.
How does SMARTLINK monitor my compressor’s pressure remotely?
SMARTLINK connects the Elektronikon® to the cloud via cellular or LAN, transmitting live delivery pressure, differential pressure, and temperature data to any device. Our service team receives alerts and can predict maintenance needs – including filter changes triggered by rising ΔP – before a fault causes a shutdown.
Does my air compressor need a Written Scheme of Examination (WSE)?
Under PSSR 2000, a WSE is legally required when the pressure in bar multiplied by receiver volume in litres exceeds 250. A 200-litre receiver at 10 bar equals 2,000 bar-litres – far above the threshold. Anglian Compressors, a Branch of Atlas Copco Compressors, provides certified Competent Person services to produce and execute yours.