
Essential Air Compressor Accessories for Maximum Efficiency
An efficient compressed air system relies on more than just the main unit to operate effectively. Without the right support equipment, you risk poor air quality and wasted energy. At Anglian Compressors, our engineers design and install complete systems from Atlas Copco – a leading manufacturer of industrial productivity solutions – to maximise uptime for industrial clients.
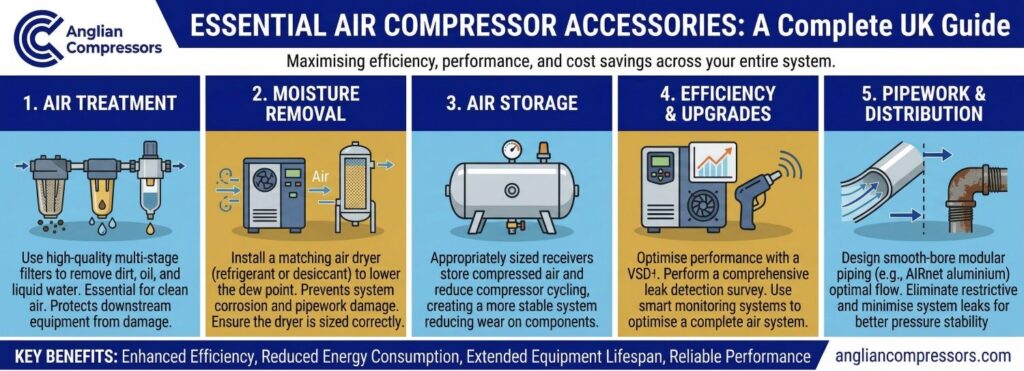
This article details the must-have air compressor accessories you need, including filtration, AIRnet piping, and heat recovery, to secure ISO 8573-1 compliance and lower costs.
Why Is Air Treatment Critical for System Longevity?
Moisture, oil aerosols, and particulates cause rapid corrosion and mechanical failure in pneumatic tools. Without these protective measures, water buildup rusts internal pipework while oil contamination degrades seals, leading to expensive downtime and equipment replacement.
The primary defence against moisture is the air dryer. For standard industrial workshops, Refrigerant Dryers are enough as they cool air to a pressure dewpoint of +3°C to condense water. But sensitive applications like food or pharmaceutical production demand Desiccant Dryers. These lower the dewpoint to -40°C or even -70°C to strictly prevent bacterial growth.
Meeting strict ISO 8573-1 quality classes needs a staged filtration approach. We supply essential air compressor filters UK industries rely on. We install Coalescing Filters first to trap liquid oil and water aerosols effectively. To remove remaining oil vapours and odours, you must follow this with Activated Carbon filtration towers.
Failing to implement proper air treatment leads to specific running risks:
- Pipework Corrosion: Rust scales flake off inside steel pipes and clog downstream valves.
- Product Spoilage: Moisture or oil contact ruins paint finishes and contaminates food products.
- Tool Failure: Wet air washes away the lubricant in pneumatic tools, causing them to seize.
Our team can help you design air treatment solutions that protect your investment and ensure product safety. Once contaminants are removed from the airflow, you must deal with the liquid waste collected during this purification process.
How Do You Manage Condensate Legally?
Treating this byproduct as hazardous waste is the only way to comply with environmental regulations. You must strictly separate the oil from the water before disposal. This fluid is an unavoidable, toxic emulsion of atmospheric moisture, compressor oil, and dirt that forms during the compression process.
Under the Water Resources Act 1991 (legislation.gov.uk), discharging this oily mix directly into foul sewers or surface drains is a criminal offence punishable by unlimited fines. I have seen far too many workshop floors covered in that nasty white sludge just because a cheap timer drain got stuck open.
Standard untreated condensate often contains over 500mg/litre of oil, whereas most UK water authorities enforce a strict limit of roughly 20mg/litre for sewer discharge. Ignorance of these limits is not a valid legal defence.
To ensure compliance, we install Atlas Copco OSC oil-water separators combined with Electronic Zero-Loss Drains (EWD). The EWD uses sensors to measure liquid levels, opening only when the reservoir is full to prevent the energy waste common with timer drains that vent expensive compressed air. The OSC unit then passes the fluid through oleophilic and carbon filters to trap contaminants.
Effective condensate management involves:
- Collection: EWD units drain fluid automatically without pressure loss.
- Separation: Multi-stage filtration reduces oil content to as low as 5ppm.
- Disposal: You can safely discharge the treated water, while a certified carrier must collect the trapped oil sludge.
With your waste stream compliant and your air dry, the final efficiency gain lies in how you physically transport that air across your facility.

Is Your Piping Network Sabotaging Efficiency?
Traditional galvanised steel generates friction and leaks that artificially inflate energy costs. Old steel systems frequently cause pressure drops exceeding 0.2 bar due to internal rust and scaling.
This is a common issue. Unfortunately, this forces your compressor to run at higher setpoints just to deliver adequate pressure at the point of use.
Galvanised steel degrades over time as moisture in the air stream triggers oxidation. Trying to re-thread those old corroded pipes is a real nightmare if you don’t have the right cutting tools on hand. As the inner walls roughen, airflow restriction increases, and energy bills rise because every 1 bar of pressure drop adds 7% to your energy consumption. Threaded connections loosen from vibration, creating invisible leaks that waste generated air.
We recommend replacing steel with AIRnet modular piping, an aluminium system designed by Atlas Copco. AIRnet piping features a smooth, chrome-free inner surface that maintains a constant friction factor throughout its lifespan. This design eliminates the pressure drops associated with steel and ensures air reaches your tools without flow restriction.
The running differences between these materials directly impact your bottom line:
- Galvanised Steel: Heavy installation, prone to leaks at threaded joints, high friction coefficient.
- AIRnet Aluminium: Lightweight (1/3rd of steel), leak-proof O-ring seals, low friction for optimal flow.
- Energy Impact: Aluminium systems often pay for themselves within 1-2 years through reduced loading cycles.
Once your distribution network is secure and leak-free, you need a way to track system performance in real-time to prevent future waste.
Can Smart Technology Reduce Your Energy Bills?
Matching compressor output to real-time air demand and recovering wasted thermal energy drives measurable savings. Intelligent control systems and variable speed drives eliminate the unloaded running hours that typically waste 20% to 30% of a compressor’s energy consumption. This approach ensures you only pay for the compressed air you actually use.
We often recommend VSD+ Technology for sites with fluctuating production schedules. These Variable Speed Drive controllers automatically adjust motor speed to mirror your current air requirements. Atlas Copco reports that VSD compressors can save up to 50% on energy costs compared to fixed-speed models.
Data visibility is equally important for maintaining these savings. SMARTLINK is a remote monitoring system that tracks machine health, service alerts, and uptime 24/7. It sends warnings directly to your mobile device before a minor efficiency drop becomes an expensive breakdown.
You can further reduce overheads by installing Heat Recovery units. Compressing air generates intense heat, and nearly 90% of this thermal energy is usually lost to the atmosphere. Our systems repurpose this waste heat to warm water or warehouse spaces, significantly offsetting your facility’s boiler costs.
Finally, smart tools identify physical waste in the network:
- Ultrasonic Leak Detection cameras pinpoint leaks invisible to the naked eye.
- A single 3mm hole costs roughly £600 per year in wasted energy.
- Regular acoustic surveys ensure your system remains airtight and efficient.
With your energy consumption optimised and monitored, the final step is establishing a consistent service schedule to maintain these savings permanently.
What Are the Legal Safety Requirements in the UK?
Compliance with the Pressure Systems Safety Regulations 2000 (PSSR) is mandatory for any system operating above 0.5 bar. You must ensure a ‘Competent Person’ certifies your equipment is safe to use through a Written Scheme of Examination (WSE). This legal document outlines the scope and frequency of inspections required for your specific pressure vessels and safety devices.
Failing to maintain these standards poses severe risks to your staff and facility. A neglected safety relief valve can fuse shut due to corrosion, turning a receiver into a potential hazard if pressure spikes. To remain compliant and safe, your system needs specific mandatory components.
- Safety Relief Valves: These devices automatically vent pressure if it exceeds the maximum safe working limit.
- Pressure Gauges: Accurate dials must be clearly visible to monitor system performance in real time.
- Written Scheme of Examination: A certified document detailing inspection intervals, typically required every 12 to 14 months.
Anglian Compressors acts as the ‘Competent Person’ to manage this process for you. We draft your WSE and conduct the statutory inspections alongside our standard service and maintenance plans. This ensures you meet the strict criteria set by the Pressure Systems Safety Regulations 2000 (hse.gov.uk). With safety protocols established, you can operate with total peace of mind.
Integrating the correct accessories transforms a standalone unit into a fully compliant and efficient system. We combine local heritage dating back to 1977 with world-class Atlas Copco technology to ensure your operations run smoothly.
Contact our team in Peterborough today to discuss how the right accessories can optimise your compressed air system.